
Tổng 0 ₫
Giải pháp sử dụng PLC/HMI và Servo DA180 của INVT để điều khiển máy sản xuất khẩu trang y tế
Giải pháp sử dụng PLC/HMI và Servo DA180 của hãng INVT sẽ giúp tối ưu điều khiển, nâng cao tốc độ, năng suất và hiệu quả của máy, ổn định chất lượng sản phẩm đầu ra cho khách hàng.
Trước đây, máy làm khẩu trang y tế đa phần được nhập khẩu từ Trung Quốc. Sau khi dịch Covid-19 bùng phát, một số nhà chế tạo máy trong nước đã bắt đầu nghiên cứu sản xuất máy làm khẩu trang, nhằm đáp ứng thị trường quốc gia. Tuy nhiên, việc thực hiện vẫn còn nhiều bất cập khi chúng ta chưa nắm bắt được hoàn toàn công nghệ, chưa tối ưu hóa được giải pháp điều khiển, dẫn đến tốc độ máy hay gặp trục trặc.
Trước thực trạng như vậy, giải pháp sử dụng PLC/HMI và Servo DA180 của hãng INVT sẽ giúp tối ưu điều khiển, nâng cao tốc độ, năng suất và hiệu quả của máy, ổn định chất lượng sản phẩm đầu ra cho khách hàng.
Máy sản xuất khẩu trang y tế được cấu thành phức tạp từ nhiều bộ phận khác nhau như và chia làm 3 phần chính: máy tạo phôi, bàn lật phôi, máy ép quai.
Máy tạo phôi: có nhiệm vụ tạo phần thân của khẩu trang từ các cuộn vải lọc và cuộn dây nẹp mũi. Năng suất máy đạt gần 300 cái/phút (tốc độ thực tế tùy thuộc vào hệ thống cơ khí). Hiệu suất hoạt động của máy phụ thuộc vào 2 yếu tố: tốc độ máy và công nghệ hàn siêu âm.
Bàn lật phôi: có nhiệm vụ lật ngược phôi, đẩy phôi vào băng tải và cấp phôi cho máy ép quai. Hệ thống thông thường có 1 hoặc 2 bàn lật phôi phụ thuộc vào số lượng máy ép quai.
Máy ép quai có nhiệm vụ ép 02 quai đeo cho phôi, phôi hoàn chỉnh sẽ được đưa về băng tải cuối máy và đóng gói sản phẩm

KHÓ KHĂN CỦA KHÁCH HÀNG:
-
Tốc độ máy thấp, năng suất không hiệu quả
-
Không đồng bộ tốc độ từ máy tạo phôi đến bàn lật phôi và máy ép quai, dẫn đến dư thừa phôi ở máy ép quai khi máy tạo phôi hoạt động tốc độ quá cao hoặc thiếu hụt phôi, dừng máy liên tục khi máy tạo phôi hoạt động tốc độ quá thấp
-
Chất lượng sản phẩm không cao, phế phẩm nhiều
-
Hệ thống hoạt động không ổn định do nhiễu từ sóng cao tần của máy hàn siêu âm, ảnh hưởng lớn đến năng suất và chất lượng sản phẩm.
PHÂN TÍCH GIẢI PHÁP:
Giải pháp sử dụng PLC IVC3, HMI VS và bộ Servo DA180 với truyền thông CANopen giúp giải quyết tất cả khó khăn trên
-
Sử dụng bộ servo DA180 điều khiển chính xác tốc độ và vị trí các cơ cấu băng tải, băng tải phôi, bàn ép quai và bàn ép vải bọc.
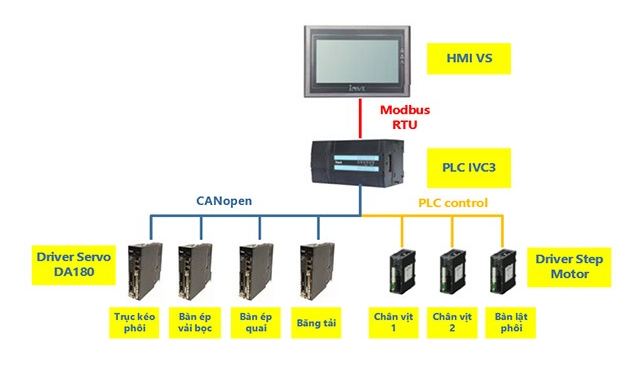
-
PLC IVC 3 điều khiển toàn bộ hệ thống và được giám sát bằng màn hình HMI. PLC IVC3 thực hiện truyền thông CANopen với 4 bộ AC Servo DA180 (tích hợp chuẩn truyền thông CANopen). Khi đó vị trí và tốc độ của 4 Motor Servo sẽ được cấu hình trong vùng nhớ của PLC đảm bảo tốc độ máy rất cao và không bị ảnh hưởng nhiễu bởi sóng cao tần của máy hàn siêu âm.
